English
English
 简体中文
简体中文 Русский
Русский

 Product Overview
Product Overview Product Description
Product Description  Technical specifications
Technical specifications  Size structure
Size structure 
 Download information
Download informationOverview of welding process for hardware parts
Our company has strong welding core competitiveness, and uses fully automatic equipment to flexibly accept parts welding processes from all walks of life. Various parts and components can be welded through copper loading, copper fetching, solder paste dripping, silver spot fetching, silver spot detection and positioning, silver spot welding, finished product fetching, and finished product fetching detection
Video explanation of hardware parts welding

Advantages and highlights of welding process equipment for hardware parts
Ⅰ. The key process (mass production contact) adopts fully automatic production. Dynamic and static dual vision backup detection can effectively solve the problem of reverse spot and high penetration rate level in the industry by 90%.
Ⅱ. Workshop welding equipment adopts medium frequency power supply, servo motor pressurization, automatic pressure detection display and automatic defect alarm, ensuring zero defect requirements for products
Ⅲ. The welding process shall be standardized. Standardized electrode processing, standardized electrode use, standardized electrode maintenance and standardized data management completely solve the problem of unstable welding process
Ⅳ. It has a number of key process technologies. Such as indirect heating resistance brazing process, induction brazing process and automatic welding after grinding (for welding problems of different materials).
Ⅴ. The infrared temperature control technology is used to precisely control the welding parameters, which ensures the welding quality and greatly improves the service life of the product by 50%.
Ⅵ. Side heating resistance welding process: the silver spot welding transfers heat from copper heating to silver spot welding. The silver spot has no electrical corrosion damage, which does not cause the silver spot surface to fade and become soft. It retains the original state of the silver spot. The contact has no damage, and the welding consistency is good, which increases the mechanical life and electrical life of the contact point by 15%.
Ⅶ. In order to ensure the product quality, we check the leakage and make up for defects, and ensure the product quality, after the completion of welding, ultrasonic nondestructive testing, metallographic testing of welds, tensile testing, shear force testing and other means are used to comprehensively cover the elements of weld joint identification, and the quality risk of each period is strictly controlled through the first inspection, process inspection, completion inspection, factory inspection and other control means to ensure that the product leaves the factory with zero defects.

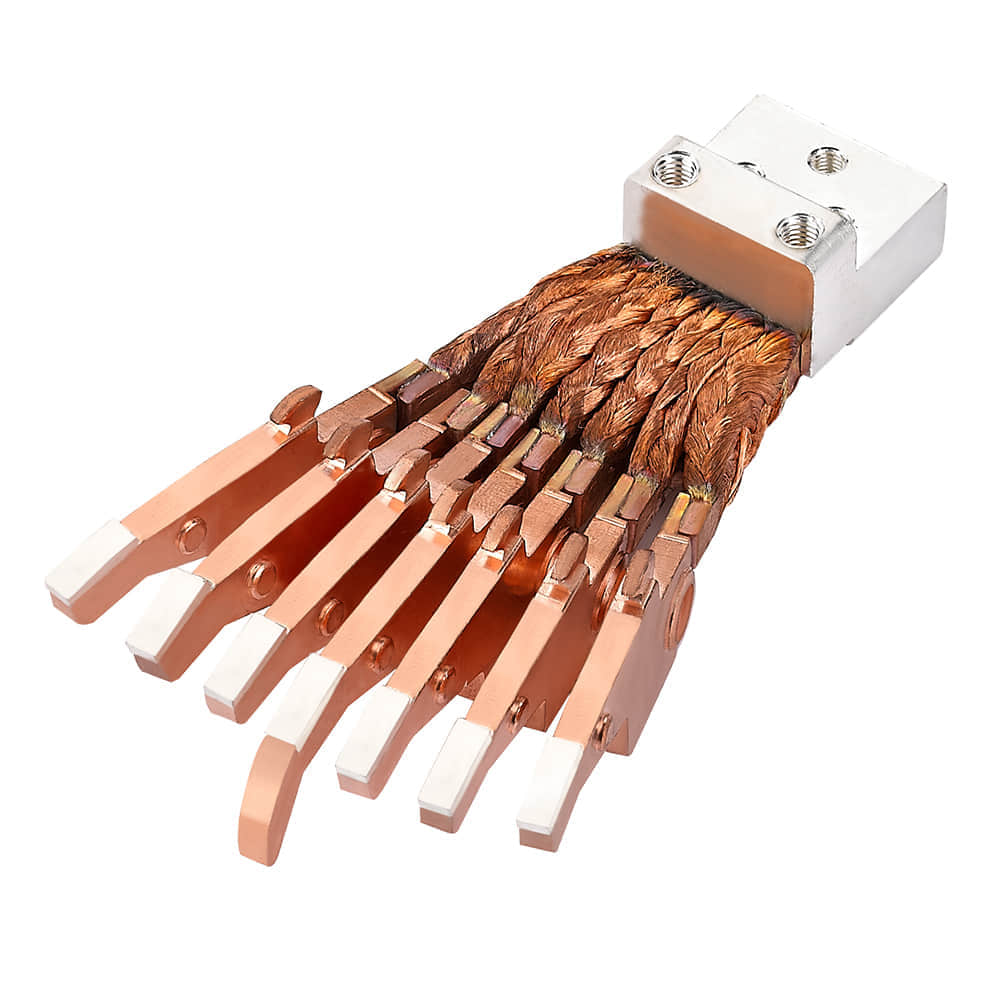
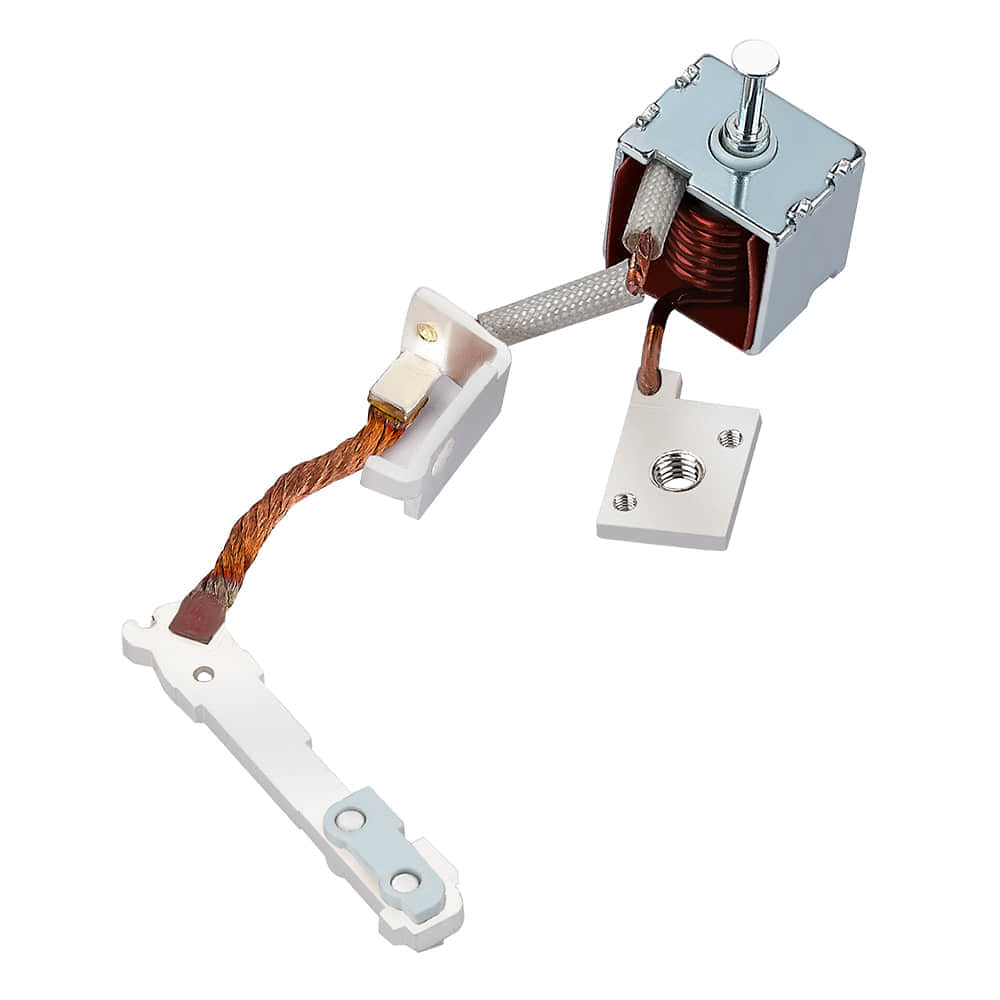
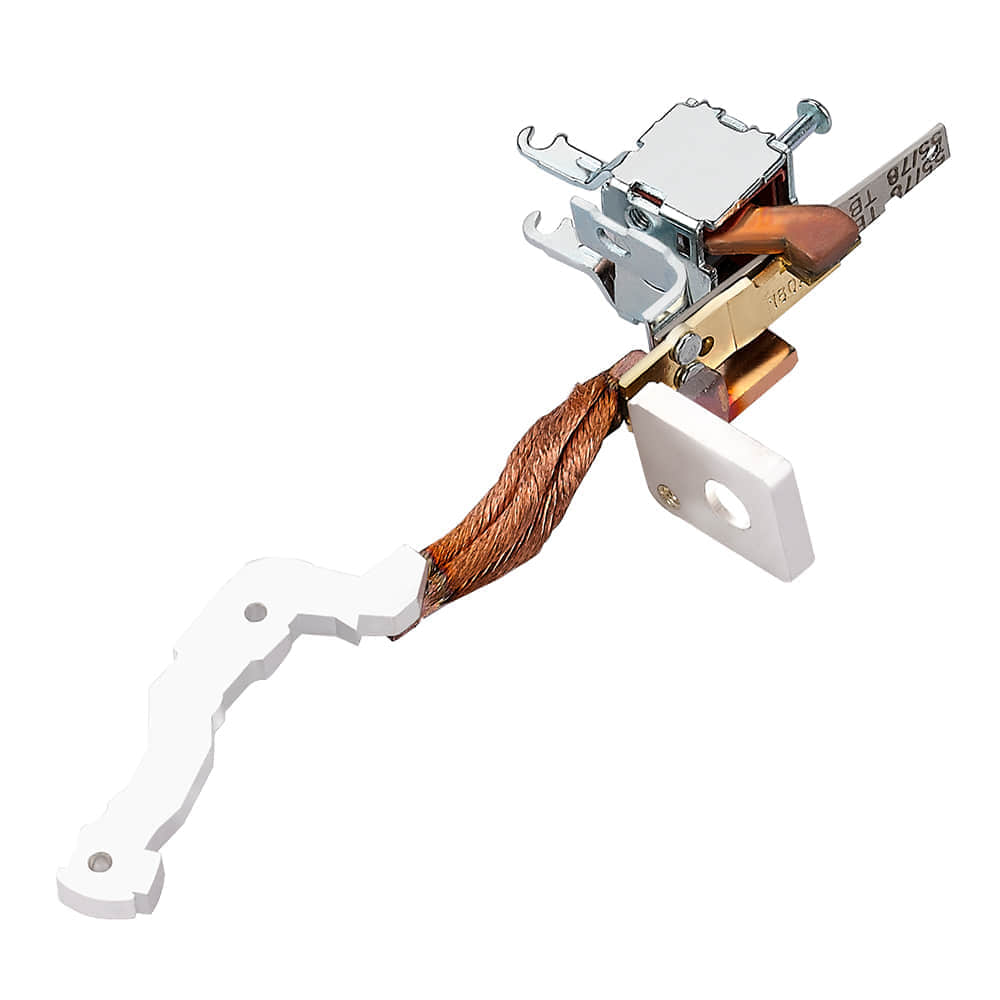
Welding process flow of hardware parts
Copper material-----punching and forming-----pickling-----surface treatment/electroplating of copper parts-----welding
Our after-sales rate of copper electroplating does not exceed 3 in 7 years.
Ⅰ. After degreasing agent, pickling, cleaning, silver plating (the printing plate is converted into silver molecules by electrolysis, and then adsorbed on the copper by electrodes), cleaning, drying, drying at 100 ℃ and other processes, the following parts are obtained.
Ⅱ. Our copper electroplating silver content is up to 99.9999999%.
Ⅲ. Through 7.5% potassium sulfide experiment, the time can be as long as 15 minutes, it solves the defects of unstable welding and discoloration of copper parts in the same welding process. The function is to ensure that the electroplated coating does not blacken and discolor within the specified time.

Scan QR Code and Follow with WeChat Accounts to get all sample books